
If you look at a list of brazing filler metals you’ll note many compositions and a variety of melting temperatures. The melting characteristics of brazing filler metal are an important aspect in filler metal selection. Here’s a brief outline of how alloys melt and the way to use this information to make the best selection.
Elements melt at a single temperature. For example, silver melts at 1761°F (961°C), and copper melts at 1981°F, (1083°C). To produce brazing filler metal we combine two or more elements to make an alloy. This new alloy has different melting characteristics than the base elements. The alloy starts to melt at one temperature called the solidus, and is not completely melted until it reaches a second higher temperature, the liquidus.
The solidus is the highest temperature at which an alloy is solid – where melting begins. The liquidus is the temperature at which an alloy is completely melted. At temperatures between the solidus and liquidus the alloy is part solid, part liquid. The difference between the solidus and liquidus is called the melting range.
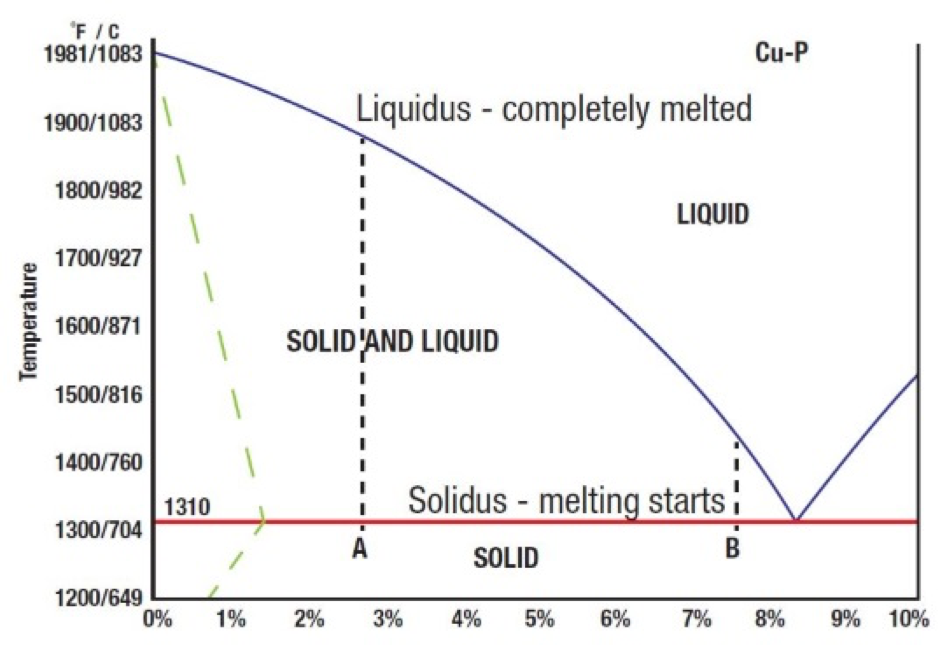
Below is a chart that represents how alloys of phosphorus and copper melt. The Y axis is temperature and the X axis is percent phosphorus, (the balance is copper). The red straight line is the solidus and the curved blue line is the liquidus. An alloy with a low phosphorus percent and high copper percent, (dotted line A), has a wide melting range. An alloy with a higher phosphorus content, (dotted line B), has a narrow melting range.
Here is why this temperature information is important in filler metal selection and use:
- The melting range is a useful gauge of how quickly the alloy melts.
- Alloys with narrow melting ranges flow more quickly and at lower temperatures. This allows you to braze faster and typically increases output.
- Narrow melting range alloys require base metal components have a fairly tight clearance, (generally 0.002″ – 0.006″ is recommended).
- We mentioned that between the solidus and liquidus the filler metal is part liquid and part solid. This melting range condition is sometimes referred to as the “plastic range” or “mushy state”. While not valid technical terms, they indicate these alloys are more suitable for filling wider clearances, or “capping” a finished joint.
- While helpful in bridging gaps, slowly heating a wide melting range alloy can lead to a occurrence called liquation. Long heating cycles may cause some element separation where the lower melting constituents separate and flow first, leaving the higher melting components behind.
- Liquation is often an issue in furnace brazing as extended heating time required to get parts to brazing temperature may promote this. You should select a filler metal with a narrow melting range for this application.
- The liquidus was defined as the temperature where the alloy is completely melted. Even alloys with wide melting ranges, however, will melt quickly if they are applied at, or near, the liquidus. The best capillary action and strongest brazed connections require close clearance between base metal parts. Given this, maintaining recommended clearance and brazing close to the liquidus temperature is preferred.
Silver is often added to help reduce melting temperature. Many lower melting alloys contain higher silver content and a corresponding increase in cost. With proper brazing procedures you can often successfully use wider melting range, or higher melting alloy compositions. Contact your Harris Products Group sales engineer for a brazing audit to see how we can help you take your manufacturing to the next level.

Bob Henson is the Technical Director for The Harris Products Group and has over 40 years of metal joining experience. He has authored or co-authored several patents and has had numerous published articles.
Bob is active in many industry organizations and committees. He is a Life Member of the American Welding Society, (AWS), and chairs the A5H committee that writes brazing filler metal and flux specifications. Bob is also a member of the AWS Brazing Manufacturers Committee, the US Technical Activities Group that reviews International ISO brazing documents, and the AWS A5 Committee on Filler Metals that reviews specifications for arc welding electrodes, gas welding rods and other filler metals, covering both ferrous and nonferrous materials. Bob serves on the National Skills USA HVACR Technical Committee and is the event chair for the Skills HVACR brazing competition. He is an RSES member and part of the RSES Manufacturer’s Service Advisory Council.